
Jade River: A History of the Mahurangi
Ronald H LockerFirst published 2001. Published online 2014–. This online edition is a work in progress…
Pages 287–297in printed edition
Portland cement maker Nathaniel Wilson
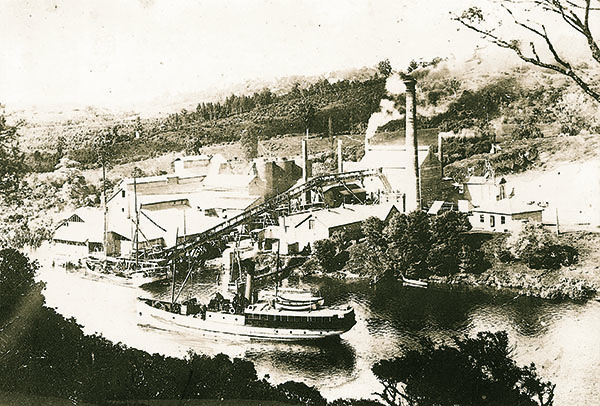
Steamboat Kapanui gliding downriver past the Wilson cement works, shortly before 1908. Image absent from hardcopy editions. image Changing Times
Of all the entrepreneurs of the Mahurangi, Nathaniel Wilson was the most notable.
He showed, to a high degree, the initiative and versatility that life in the colony brought out in so many of its immigrants. Lack of education, or an inappropriate one, seemed no bar to the process. In his case the transition was from shoemaker to founder of the New Zealand cement industry.
Born in Glasgow in 1836, the first child of William and Isabella Wilson, he came with his family as a boy of six on the Duchess of Argyle. His brother William was a year old, while James was born on the voyage, and John in New Zealand. Their father first found work in Auckland as blacksmith to the army. He later worked at the copper mine at Miners Head on Great Barrier, and with the Manganese and Copper Mining Company on Kawau. The end of mining sent the family back to Auckland, where Nathaniel was apprenticed to a shoemaker in High Street. The Victorian gold rush seemed more exciting, and he caught the fever. Five years of scratching around various goldfields left him with no more than his fare home. Wisely, he used it.
In 1859 he moved with his family to Mahurangi, where his father took up 130 acres a mile downriver from Warkworth. Nathaniel plied his cobbler’s trade, tramping widely over the hills and down the peninsular to the harbour’s shipyards, collecting orders from the settlers and shipwrights, and delivering the boots and shoes. On such a journey he met Florence Snell.
Her father, James Snell, was a Cornish miner. He and his wife, Mary, had emigrated to Canada, but were driven home by the harsh climate. They emigrated again to South Australia, to the first copper mine at Burra, and then to Victoria in search of gold. They emigrated yet again to Auckland in 1853. James, like William Wilson, worked in the copper mines at Great Barrier and at Kawau (where he was underground manager). The Wilson and Snell families would have known each other from this time. Seeing no future for the mine, Snell bought 104 acres across Kawau Bay for £45 at Crown auction in 1854. The couple turned farmers and raised thirteen children. Their farm has been swallowed by the new suburbia of Snells Beach.
Nathaniel and Florence married in 1863, and set up house in Warkworth in a two-roomed cottage, with cobbler’s workshop attached. When Nathaniel’s health deteriorated, his doctor advised an outdoor life. By modern standards his commercial travelling on foot would seem outdoor enough. However, he took the advice and began as a farmer. By 1864, he had acquired a small plot adjoining his father’s farm: the seven acres where Southgate had built his first hotel and lime kilns (at the end of Wilson Road).
The history of the Wilsons, and their involvement with lime and cement, was told by son Thomas in an unpublished manuscript of 1956.
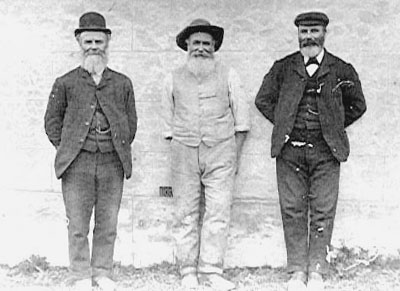
Brothers Nathaniel, James and John Wilson at the workplace. John, on the right, is dressed more for the city, as befits his responsibility as commercial manager; Nathaniel and James are more ‘workaday’ Warkworth. image Family archive
About 1872, Nathaniel set up his first two lime kilns which worked intermittently as the trade required. There was not a living in it at first, so he raised cattle, pigs and poultry. Hops were also grown, and dried on scrim in the top of the kilns, above a small fire. It seems that by 1876 he was established on the site of the future cement works, with three kilns in steady production and in competition with Southgate. In 1878 he sent a shipload of quicklime to Auckland for the Parnell Tunnel. The engineer sent back word that ‘the stuff was all in lumps and to come and take it away.’ Nathaniel hastened to town to satisfy the engineer that when slaked with water, it reduced to a fine powder. Nathaniel then entered the market for slaked lime, which was made by pouring the requisite amount of water on to a three-foot layer of quicklime, spread on the floor. The resultant powder was then sieved by shovelling it into a hand-turned revolving screen. This horrific task was described by Thomas, who once found his father shovelling and brother John turning, both enveloped in a cloud of dust with handkerchiefs over nose and mouth. Delivery to the ship was no better. A half-ton truck was wheeled up to the pier and tipped into the hold, ‘and what a mess, you would think a snowstorm had settled on the boat.’ There was great prejudice against local lime among those in town who wrote specifications for contracts, but this was slowly broken down. Warkworth lime was found in a comparative test to be the best in New Zealand. Wilsons decided to grind their quicklime to improve its acceptability, and acquired the millstones from the old bone mill, and a 16-horsepower steam engine and boiler, said to be the first installed on the Thames goldfield. Eventually a second set of stones and a crusher were installed.
The business flourished to such an extent that in 1878, Nathaniel’s brothers, James and John, went into partnership with him as John Wilson and Company. James and John went to Auckland and set up an office in Queen Street and a store in Customs Street. To demonstrate the possibilities they began building in concrete: houses in Ponsonby, the Jewish Tabernacle, Firth’s Flour Mill etc.. The venture was overly ambitious, and almost sent the firm bankrupt. Retrenchment took place. James came back to Warkworth, where he worked in the blacksmith department and later tested the stone.
As trade increased the two original kilns (ten feet in diameter and 20 feet tall) were replaced with smaller six by 17 feet coke-fired kilns. There were 18 by 1883. More steam machinery was installed to cope. The raw material was hand-hewn from the quarry, level with the top of the kilns. Each produced half to three-quarters of a ton per day. The product was barrowed to storage ‘up a long incline and the men used to get very tired before the day was ended.’ A large jetty had been built. Coke and coal were lifted out of the ships by hand winches. Thomas Wilson, as a boy, was sent through a small manhole in a boiler in need of repair, to place the rivets in their holes and hold against them as they were hammered. One red-hot rivet thrown in for him to place, landed on his neck, but ‘did not stay there very long’. He could ‘still fancy the smell of skin and hair burning’. A 50-foot concrete chimney was erected at this time for the boiler. A workman, Jack McKinven, performed his own topping-off ceremony by “dancing a hornpipe on top, to the consternation and amusement of his fellow workers.”
The Wilson lime works at their peak produced 7000 tons a year. It was already a substantial plant before the notion of making cement dawned. This came about as a result of James Pond, Government Analyst in Auckland, sending his friend Nathaniel a book, The Science and Art of Portland Cement Manufacture, by Henry Reid, with the suggestion that he ‘have a go’. (Cement had been invented by Joseph Aspdin in 1824). After Pond had checked that stone in the Wilson quarry was of the right composition, Nathaniel began to tinker with producing cement.
The simple chemistry of lime-burning has already been outlined. The chemistry of the manufacture and setting of cement is complex and not fully understood, but it involves heating a mixture of limestone and clay to a high temperature and grinding the resultant semi-fused ‘clinker’ to a fine powder. The calcium of the limestone reacts under heat with the silicates of the clay. During the setting of concrete, hydration and molecular rearrangement occur, with bonding to the aggregate. It was fortunate that just the right amount of clay was present as impurity in the Wilson limestone. Such conveniently impure limestones are known in Britain as cementstones.
Success did not come easily. The stone was crushed, mixed to a dough with water containing caustic soda, made into small bricks, dried, fired, and finely ground. It was then mixed with a little water and allowed to set. After much trial and error, it was found in 1884 that the two critical steps were to dry and grind the raw material finely first, and to fire the bricks strongly to a dark blue clinker. (It was not until 1890 that it was realised that the addition of caustic soda was quite unnecessary, and had been a costly waste.)
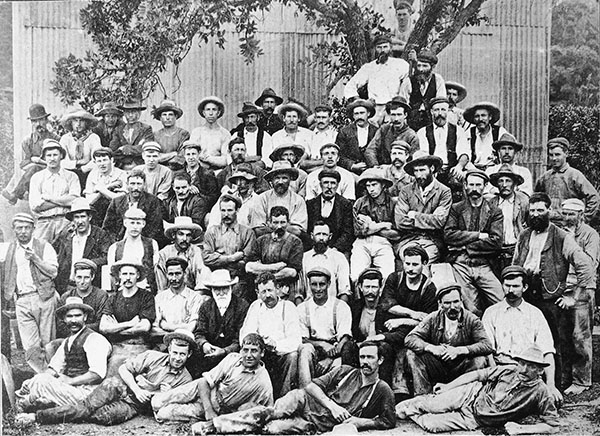
The day shift at the Wilson cement works in 1910—some 60 men who, when the works closed down, would have had to found other employment—the area offered three alternatives: farming; orcharding or the Public Works; or move north to Portland. image Auckland Weekly News
By 1885, machinery had been installed and the first Portland cement to be made in the Southern Hemisphere reached the market. It was not a good time: the great building boom in Auckland was collapsing and the merchant princes were beginning to tumble. Wilsons cement met the same prejudice as the local lime had faced. But now it was possible to demonstrate by measuring the force required to break test briquettes of the wetted cement, that the product was up to British Standard Specification. It was also more reliable than imported cement, which often suffered grievously in barrels in leaky holds during long voyages.
The first cement was made in the lime kilns, but when fired to the necessary heat, the clinker fused together, and to the walls, and had to be broken out with a steel bar. Two special vertical kilns were then built (30 by 10ft). These took three to four days each to fill by hand, nine to ten days to burn and three to four days to discharge, producing about 30 tons of clinker in around 16 days. The limestone was dried by a light burning in a lime kiln, ground to 100 mesh, and by means of a pug mill and brick-making machine converted to bricks. After air drying, the bricks were stacked in the kiln with coke for firing. As the charge burned, the level dropped and men were sent in each day to top up the kiln with more bricks and coke. When the fire broke through, the kiln was finally topped up with extra coke and a layer of broken brick. This topping up was unpleasant and dangerous. Men were sometimes overcome by the clouds of carbon dioxide rising from below, and were then laid in the shade to come to. Two men waved a sheet of corrugated iron beside the kiln top to alleviate the gas problem. Thomas Wilson wrote:
On looking back over this work I often wonder how it was that no man ever lost his life. The men never complained, but took it as part of a day’s work—but one could hardly imagine such conditions pertaining today. At a later date the custom was abandoned, the kilns being topped off and allowed to burn out.
Emptying the kilns was also hazardous. The charge still had to be broken out. As much as possible would be cleared from the eye of the kiln, a dangerous task which some of the bolder men would tackle. Peter Anderson once went in with a pick, and had just been driven out by the heat when a ton of hot clinker dropped where he had been standing. When the eye of the kiln was clear, men went in from the top to open a channel with sledge-hammer and steel bar, a very hot and dusty job. All told, there must have been many lives shortened by silicosis in the history of the works. Imagine the atmosphere in the shed where two men and two boys bagged 20 tons a day. My uncle, Joe Barber, worked for a time in the bagging room, and went home covered from head to toe in cement. My aunt had the unenviable task of trying to scrub it from his skin and hair, with only soap available against the ultimate in water hardness. And the bad backs! The first cement went into casks, then into cotton bags, six to the ton (373lb), then into jute bags twelve to the ton (182lb, more than twice the weight of modern bags), and stacked up to 14 bags high.
Every stack was sampled and tested for strength before being shipped out. A ‘seasoning period’ of three to four weeks was usually allowed to develop full strength, and sometimes up to two months.

State-of-the-art 18.3 by 1.8 metre horizontal rotary kilns, idle in 1910 having been replaced after capital was raised in 1906 to install a single 30.5 by 2.4 metre monster. image Auckland Weekly News
All went well for two years, then suddenly disaster struck. When the firebars were knocked out of a kiln, the contents flooded out, nearly burying a worker. The hot clinker disintegrated to a powder as the astonished men watched. It proved to have no setting ability. The next charge did the same. Sixty tons of useless product were tipped into the tide, and the manufacture of cement came to a standstill. For a whole year Nathaniel cast about desperately for a solution. He finally listened to his young son Thomas, who had pointed out that the latest limestone from the quarry was much softer than formerly. A small kiln was charged with bricks made from the old stone, and made good cement. It is not clear why he took so long to heed his son’s observation on the change in quality of the stone, such an obvious explanation. Even more remarkable was his prolonged obstinacy in not seeking the advice of his friend, Pond the Government Analyst. It seems he was extremely jealous of his trade secrets. This obtuseness nearly bankrupted the firm. Fortunately, a contract was gained early in 1888 to supply 100 tons of lime a week for a year, for the building of the Potts Hill Reservoir in Sydney. This kept all the lime kilns fully occupied and saved the day. The men stood loyally by the firm, although at the worst time their wages were months in arrears.
When Nathaniel finally did go to Mr Pond, the answer was immediate. The analyst merely looked at the two stone samples and said of the soft one: ‘I hope you have not got any of this stone in your quarry.’ Analysis showed the soft stone to contain only 40 percent of calcium carbonate, instead of the requisite 75–76 percent. Pond explained how to fortify the stone with shell (100 percent calcium carbonate). He also provided a ‘calcimeter’ to measure the lime content of the stone and taught Nathaniel how to use it. This scientific consultation cost him £25 in all. He had suffered a traumatic lesson in the penalties of ignoring scientific control, but never made this mistake again.
From that time the limestone had to have its calcium content fortified by the addition of pipi shell. This was first dug from Jim Sink’s bank, on the Mahurangi Harbour itself. Jim was an old Crimean veteran, who lived in a shanty there, and made his crust by cutting firewood and punting it up to Warkworth. When this limited supply was exhausted, the firm bought the rights to a larger shell bank at Clevedon, which lasted as long as the works. Scows brought the shell to the plant. Better material was apparently found in the quarry, since the average adjustment to the lime content was only 2.5%. There were further but lesser troubles. It was soon found necessary to wash mud from the shell. Another drop in quality was traced, with Mr Pond’s help, to the coke. The supplier, the Auckland Gas Company, had started using a higher proportion of Newcastle coal, which had a higher ash content than Westport coal. This diluted the lime content. Wilson’s went to the expense of building their own coke oven, and fed it with Westport coal (running the gas to waste), until they realised that the problem could be solved more simply by adding more shell.
When Thomas joined as a boy in 1887, Nathaniel was manager, assisted by his eldest son, William J. Wilson, as engineer, and ‘Uncle John Snell’ as outside foreman. There were 15–18 men and one other boy. The output was about 40 tons per week. As demand increased, the plant was enlarged and became more mechanised. The first attempt at unloading coal by steam hoist pulled a mast out of the boat. The first attempt to load a kiln by donkey engine dropped a half-ton bucket of coke between two men flattened against the walls. It was all learning the hard way, but soon a kiln was being loaded in six hours instead of three to four days. Efficiency was improved by the installation of conveyors, another mill, a larger kiln (12 by 50ft), and air separators (cyclones) which separated the ground cement fines from the coarse far more effectively than sieves.
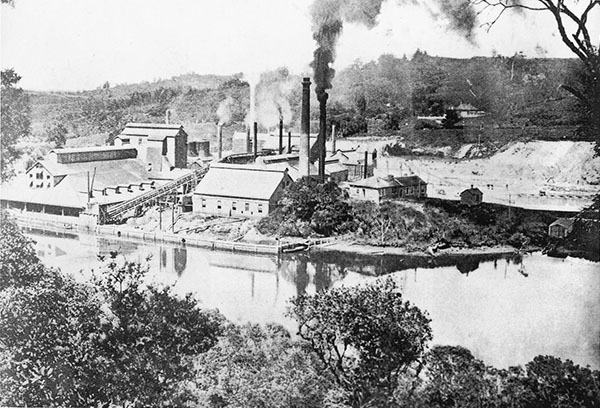
Wilson cement works in 1914, 15 years before the enterprise finally closed as a producer, first of quicklime and then of Portland cement. The tallest chimney still stands, and the works, in ruins, constitute one of the most important industrial archeological sites in Aotearoa. image Auckland Weekly News
At a time when the firm was considering installing a Danish continuous vertical kiln, it became aware of more advanced American technology, and sent the engineer to the USA to investigate. He returned convinced of the superiority of rotary horizontal kilns. These do not require the raw material to be made into bricks. The powdered stone is fed into the rotating cylinder, and moves gently down its slight incline against a fiery blast, produced by blowing in air and powdered coal from the other end. The advantages were obvious and huge: the intensive unpleasant labour needed to load and break out kilns is unnecessary, coal is cheaper than coke, and above all the process is continuous. The company took the risk of installing two rotary kilns at once. These were steel cylinders, 60 feet long and six feet in diameter, lined with firebrick, and rotating once a minute. An array of ancillary equipment was needed: coal driers and grinders; a ball mill and a tube mill to grind the stone, clinker (and lime); a firebrick plant; a new steam plant; new buildings and storage to accommodate it all.
The company’s resources were just not up to it. New capital became essential. John Wilson and Company Limited went public in 1903, with Mr John Wilson still as chairman, his son, Mr F W Wilson, as secretary, and Nathaniel as works’ manager. In 1904, George Elliot became chairman. (John remained as Auckland manager. A few years after his retirement in 1909, his son took over.) Under Elliot the company never looked back. The rotary kilns were running, and after teething troubles, performed to expectation. There was even a grandiose plan to build coal bins at Mahurangi Heads, where large ships could discharge the superior and cheaper Newcastle coal. But the price rose, and the idea was abandoned. In 1906, new capital was raised, and a third and larger rotary kiln was built (100 by 8ft). Its output equalled that of the other two. The old vertical kilns never worked again.
The tube mill, which did the final fine grinding of the cement, came with a charge of Danish flint pebbles. No-one realised they would wear out, and when they did, there were none in store. Thomas hired the first petrol launch on the Mahurangi, and with its owner, Mr Kirk, set out to find a substitute. The engine broke down halfway down the river and Thomas had to row it (fortunately with the tide) to Motutara. There the beach facing Motuora provided a plentiful supply of hard greywacke pebbles. Two tons were loaded, and as the engine had fired, they got home that night. The stones proved entirely satisfactory, and from then on, cement was ground with shingle from Hauraki Gulf islands, an excuse for many pleasant excursions. Peter Anderson offered to take his dinghy out on the next trip to Motutara and camp, gathering stones to save time. His intention was to sleep under his dinghy. Two days after being put ashore, he rang from Mullet Point, asking to be collected. ‘Too many rats wanted to be his bedfellows and he could not sleep.’ They were sharing his food as well.
By now Wilson’s Star Brand had a good reputation, which its big customers would take on trust. Auckland Harbour Board closed its testing department, and the import of cement from overseas dwindled away. Vogel’s expansion of public works, and Seddon’s instruction to the Public Works Department to give preference to local cement, helped greatly, as did an import duty of twelve shillings per ton.
In 1907, the company’s name was changed to Wilson’s Portland Cement Company Limited. In 1908, there was a further increase in capital and investment in plant. The firm acquired its first industrial chemist in 1909: Roland Wilson, William’s son, who had spent three years in the USA, working for a cement company. When Nathaniel retired in 1908, William J became works manager and engineer. On his retirement in 1910, his brother, Thomas, took over the position. The works had now reached its peak production of 120 tons of cement a week, and 100 tons of lime. It employed 180 men, and had become a major force in the life and economy of the town. It provided employment for men of the town, and also for small landholders who could not make a living off their plots. Some, such as Peter Anderson, rowed all the way from Mahurangi Heads to work during the week, and rowed home for weekends. It was not unusual to see half a dozen dories tethered at Wilsons’ wharf. Maurice Edwards remembered how his mother would send him out on the veranda to listen for the works 7.30 whistle, so that she might set her clock. Adam Dawson, who had previously owned Edward’s farm (until carried off by the 1918 influenza), made a steady income by towing scows up to the works with his large launch.

The auxiliary ketch Endeavour (Bailey & Lowe, 1904) owned by Wilson Portland Cement Coompany, and captained by Fred Kasper. She was still operating, but longsince purely as a motorship, out of the Port of Bluff in the late 1980s, when she was owned by Ian Johnson of Stewart Island, then by Rakiura Shipping, before being sold to Fiji interests, presumably for inter-island shipping, thus repeating her stint there in the 1920s. image Alexander Turnbull Library
A telephone link between the works and Auckland in 1912, aided business. In 1915, a turbine generator was bought in Sweden, but en route it was commandeered by the British Government for war purposes, and the plant never got electrified, although it, and the manager’s house, were lit by electricity. In the same year an American bagging machine was installed, which revolutionised dispatch. Three men could bag cement from the bins and load out direct to the jetty (eliminating stacking) at the rate of 25 tons per hour. This task was formerly a filthy day’s work for two men and two boys.
In retirement, William Wilson became a consulting engineer in Auckland. While on a launch trip to Whangārei in 1912, he was impressed by a limestone hill he saw there, and thought it an ideal place for a cement works. He was not the first to think so. Rutherfurd had established himself at Limestone Island in 1885, the year Wilsons began to market cement. The plant of Rutherfurd and Begg, makers of lime, cement and haematite, was taken over in 1896 by the New Zealand Portland Cement Company Limited, launched in Dunedin by an English cement maker, Alan Hall. At the turn of the century this plant was producing weekly, 46 tons of cement, 50–60 tons of lime, and 3 tons of haematite (the red pigment, oxide of iron). It seems unlikely that cementmaking would have begun there as early as 1885, but the works was certainly one of Nathaniel’s earliest competitors. (The Milburn Lime and Cement Company was formed in Dunedin in 1888; the Golden Bay works belong to the twentieth century as do Motupipi, 1906 and Tarakohe, 1909).
William Wilson returned to Auckland and persuaded some city men, including Winstones, that all the circumstances were favourable at Whangārei for a new venture into cement: an unlimited supply of good quality stone, deep water nearby, local coal and a proposed rail link. So, in 1915, the Dominion Cement Company was launched. Its new works was built at Portland. William became the first manager, but was soon replaced by an American. The rail link was completed in 1919. Above all, the water rights to Wairua Falls were obtained. A 2000-KW hydro generator was built, sufficient to power the whole works, as well as Whangārei and district. In spite of these physical advantages, the company soon found itself in difficulties in this uncertain time of war.
Wilsons, Dominion, and New Zealand Portland Cement agreed to a merger in 1918. The new company, Wilsons (New Zealand) Portland Cement Company Limited, bought the Dominion plant, and since it was modern and well-placed, concentrated their activity there. The New Zealand Cement plant was shut down, while the Warkworth plant reverted to a limeworks. When water ran short at Wairua Falls in 1919, cement was made again on the Mahurangi. The large kiln and other machinery were moved from there to Portland. Thomas Wilson moving up to Portland in 1918 as manager. The house he vacated in Warkworth became a temporary hospital for influenza patients in that year. Thomas served until retirement in 1941, and when he wrote his memoirs in 1956, the Portland works was producing 5000 tons of cement each week, over forty times the maximum output at Warkworth, and of almost twice the original strength.
At Warkworth, Harry Webber became manager, and was succeeded by Thomas’ brother, J S Wilson, who remained until the plant closed in 1929. Its passing was a severe blow to the town, where the livelihood of so many had come to depend on it. It seems that on the whole the Wilsons were good employers. The sometimes alarming working conditions described above were typical of the time. Industrial unrest was not unknown at the plant. Records of the Limeburners Union survive in the Warkworth Museum, including a letter to Nathaniel concerning a dispute.

Nathanial and Florence Wilson celebrate their golden wedding, 2 July 1913, at their home Riverina. Left to right, back row: Ebenezer, Decema (m. Price), Thomas, Florence (m. Elliott), James. Middle: Mary (m. Worsley), Nathanial, Florence, (née Snell), William, Elizabeth (m. Warin). Front: Nathanial junior, Isabella (m. Hamilton). Of the five sons, only Ebenezer struck out on his own. He became a teacher and eventually headmaster of Hamilton High School. image Family archive
My uncle, Joe Barber, worked soon after marriage as boilerman at the works. He was a keen member of the Warkworth Football Club, and in 1908 won the Southgate medal for the most improved forward. His presence was therefore essential at a match with a visiting side. But he was on shift, and could not get a rearrangement. He decided there was nothing for it but to take sick leave. Unfortunately, one of the Wilsons went to the match and spotted the invalid in full cry in the front row. He was promptly fired. He found a job at another limeworks, but was later invited to return, and did so.
Wilsons lime was first shipped in cutters, and by the time cement arrived, scows were becoming the principal carriers. The company itself was a substantial shipowner. These ships passed down through the various changes in the structure of the company: the scow Altair (1907–25): the ketch Portland (1918–25, formerly John Wilson’s, 1910–18); the small ketch Clifton (1907–20); the auxiliary ketch Endeavour (1918–25); Ronaki (1922-9); the steamers Mahurangi (1908–25) and Herekino (1925–).
The last and largest of their sailing vessels was the Ronaki, built for their trade by Niccol. She was a three-masted auxiliary schooner (129 tons, 113ft). My uncle, Fred Kasper, former scowmaster, was her first skipper and another uncle, Angus Jamieson, her engineer. Although cement manufacture had already ceased at Warkworth the ship was a familiar sight on the Mahurangi. Tudor Collins was fond of photographing the works, and in these splendid pictures, the Ronaki often appears alongside scows, loading lime or unloading coke. The ship also appears in many photos of the Mahurangi Regatta, moored at the wharf as flagship. This was possible because Fred had the use of her over Christmas for his family’s holiday. The Ronaki was sold to the Northern Company in 1929. She was wrecked on Norfolk Island in 1943, while serving as storeship to the United States Army.
Nathaniel found time in his busy life for local politics. He was elected the inaugural chairman of Rodney county in 1877. He retired from the chair in 1884 and as a member in 1888, the time when the cement quality crisis struck. He had just been narrowly defeated for Parliament, which proved fortunate. He served as chairman of the Upper Mahurangi Highway Board and the School Committee, and was founding chairman of the Warkworth Town Board (1909–14). He retired in 1908, and died in 1919.

Now one of the most significant industrial archeological sites in Aotearoa, with a prime classification by the Historical Places Trust, the Wilson cement works have passed from private ownership to public reserve status. This was facilitated by the generous gift of the purchase price by Wilson descendants, and the considerable goodwill of former property holder Neil Dixon. image Changing Times
Nathaniel and Florence had five daughters and five sons (of whom four went into the firm). The family were largely grown when Nathaniel commissioned his final residence, Riverina. Set in spacious grounds on a commanding site at the junction of Wilson and Hepburn Creek Roads, it was, and still is, the stateliest in the town. The old works manager’s house, below it on Wilson Road, was not long ago a ruin, but has enjoyed an astonishing rebirth as a residence of quality.
The old works, in its picturesque setting, would today be regarded as one of our important industrial monuments. Not so in the last war, when it was heavily damaged in a demolition exercise by the Home Guard, with assistance from the United States military presence. Its obsolete machinery had long gone as scrap. The flooded quarry served as the local swimming hole, and boatmen satisfied their curiosity by tying up at the jetty and pottering freely about the ruins. Today the still impressive remains are passing into council ownership and management.
The later history of corporate mergers in cement need not concern us. It will suffice to say that the Portland plant became part of the Golden Bay – Winstone Group in 1970, and in 1988 the Wilson name, a proud symbol of quality for a century, disappeared from New Zealand cement bags. The bulk carrier coasters have been replaced by great bulk trucks, bearing the Golden Bay logo, which now pass through Warkworth and encumber State Highway One, a testimony to the absurdities of deregulated transport.
This history of Nathaniel Wilson’s progress from shoemaker to industrial magnate, makes clear that success was not just the product of his own persistence and enterprise. Wilson’s cement is very much a family saga. The Wilson family, much intermarried with other local families of note, has left its mark on the district in many other ways.
Hello. Thank you for sharing this. I feel I have gained a lot from it. I am a direct descendant from Nathanial Wilson. I descend from Ebenezer, the son that broke away from the industry to become a teacher and headmaster of Hamilton High School. My name is Eben Wilson. I am five generations later in the Wilson family from Nathanial. I have never been to see the works, or the houses my forebears built. I am very fascinated and am very keen to go and see it all for myself. Once again, Thanks.
How wonderful to receive a comment from a five-generation, maverick namesake of Ebenezer Wilson—top left in the golden-wedding family portrait above.
Did Ebenezer have an additional given name, or names?
Great to read and see a photograph of my grandaunt Decema who married into my mothers’ family, Price, A & G Price, Thames.